

























Работа с долбежным резцом требует особой внимательности и мастерства. Долбежные резцы необходимы для создания точных шпоночных пазов, обеспечивающих надёжность соединений деталей машин и механизмов. Важно понимать технологию и требования стандартов, чтобы получить качественный результат. Ниже представлена пошаговая инструкция по работе с долбежным резцом для обработки шпоночного паза, соответствующая нормативам ГОСТ.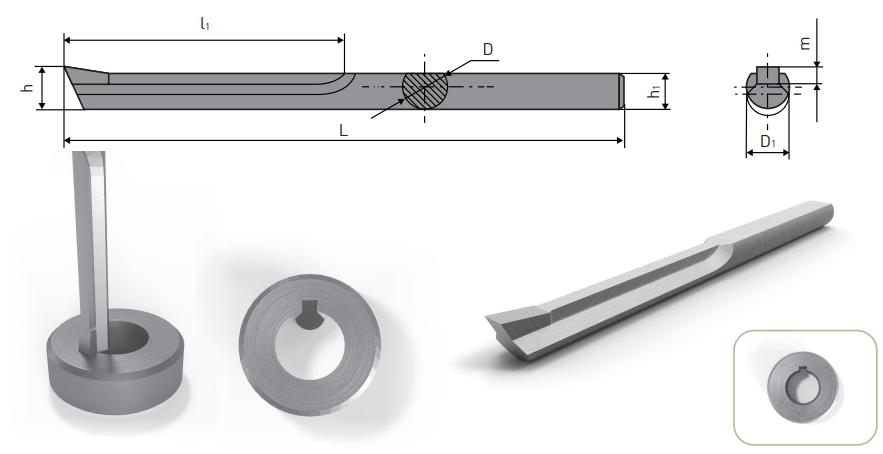
Шаг 1: Подбор инструмента и настройка оборудования
Первым шагом является правильный выбор долбежного резца. Необходимо учитывать:
- Размеры и конфигурацию шпоночного паза (ширина, глубина, форма);
- Марку обрабатываемого материала;
- Необходимую производительность и точность обработки.
Долбежный резец выбирается в соответствии с требованиями ГОСТ, обеспечивающего максимальную совместимость и точность при формировании шпоночного паза. Важно обратить внимание на соответствие размерам и форме пазов, указанным в нормативных документах.
Установите резец в патрон долбежного станка, проверив правильность расположения и регулировки положения резца относительно оси стола. Настройте длину хода и частоту оборотов в соответствии с характеристиками обрабатываемого материала и типом долбежного резца.
Шаг 2: Установка заготовки и разметка
Заготовку устанавливают на стол долбежного станка и закрепляют винтами или прижимными устройствами. Затем выполняют разметку линии будущего шпоночного паза с учётом допустимой погрешности, указанной в ГОСТ.
Разметка выполняется с помощью линейки, угольника и кернера. Сначала отмечают центральную линию шпоночного паза, затем проводят параллельные ей линии, обозначающие ширину и глубину паза. Используя кернер, формируют точки входа резца в заготовку.
Проверяют параллельность линий разметки и симметричность их расположения относительно центральной оси заготовки.
Шаг 3: Выполнение долбёжных проходов
После разметки начинают непосредственную обработку шпоночного паза. Первый проход производится с минимальной глубиной врезания, чтобы сформировать начальную бороздку. Последующие проходы выполняются постепенно углубляя резец на заранее установленные шаги, пока не достигнут необходимой глубины.
Контроль ширины паза осуществляется с помощью калибровочных пластин или штангенциркуля. Следует регулярно проверять перпендикулярность боковых стенок паза относительно дна, а также равномерность удаления материала вдоль длины паза.
Допустимые отклонения от номинала устанавливаются стандартом ГОСТ и должны учитываться при контроле качества обработки.
Шаг 4: Финишная обработка и очистка
После завершения долбёжных проходов производят финишную обработку паза, если это предусмотрено технической документацией. Она может включать снятие фасок, притупление острых граней или закругление краёв паза.
Заключительным этапом является очистка обработанной поверхности от стружки и грязи. Заготовку тщательно очищают мягким материалом, удаляют следы масел и загрязнений, препятствующих дальнейшему контролю качества и сборке узла.
Шаг 5: Контроль качества и приёмка изделия
Окончательная проверка качества выполнена после завершения обработки и очистки. Проверяются следующие параметры:
- Ширина и глубина паза;
- Параллельность сторон паза;
- Ровность дна паза;
- Качество торцевых и боковых поверхностей.
Все измерения проводятся с помощью соответствующих приборов, указанных в стандарте ГОСТ. Отклонения, превышающие указанные пределы, считаются браком и подлежат устранению.
Полученная деталь готова к дальнейшей сборке и эксплуатации в составе механизма.
Возможные трудности и их устранение
Иногда возникают проблемы при обработке шпоночного паза. Наиболее частыми причинами являются:
- Неточное расположение резца относительно заготовки;
- Недостаточно глубокая или неравномерная подача резца;
- Недостаточная жёсткость крепления заготовки или нестабильность станка;
- Нарушение порядка этапов обработки.
Решить возникшие проблемы можно путём:
- Повторной разметки и корректировки положений инструмента;
- Улучшения жесткости креплений заготовки;
- Повышения точности настроек станка;
- Более тщательного контроля промежуточных измерений.
Соблюдая последовательность действий и придерживаясь стандарта ГОСТ, вы сможете получить качественные шпоночные пазы, обеспечивающие надёжность сборки узлов и агрегатов.
Итог
Выполнение обработки шпоночного паза с использованием долбежного резца для шпоночных пазов (ГОСТ) требует тщательного подхода и соблюдения установленных норм. Подробное изучение инструкции и выполнение всех пунктов технологического процесса позволят получить качественный результат, соответствующий установленным стандартам. Применяя правильные приемы работы и контроль качества, вы будете уверены в результате и избежите возможных неприятностей в процессе последующей эксплуатации изделия.


















